
Desde hace pocos meses he empezado a programar una herramienta fundamental para nuestra productividad. El cobot UR10e de Universal Robots. Te invito a acompañarme en este desafío mientras exploramos los secretos de su programación y descubrimos cómo esta increible tecnología se ha democratizado de una forma brutal y ahora puede transformar por completo la productividad […]

En busca del software ideal para la programación de plegadoras.
Descubre mi búsqueda del software ideal para la programación de plegadoras y las diferentes opciones que estoy considerando para mejorar la eficiencia en mi proceso de producción. Acompáñame en este viaje mientras exploramos las características clave que debería tener esta herramienta.

Estrenando la V43 de Lantek
Descubre las emocionantes novedades de la versión V43 de Lantek y cómo pueden revolucionar tu experiencia en el mecanizado de chapa. Acompáñame en este recorrido por las nuevas características y funcionalidades que harán que tu trabajo sea más eficiente y productivo.
Iniciación a Lantek
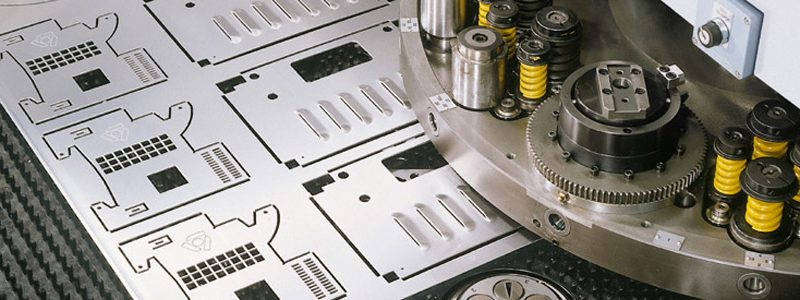
Lantek es un software para hacer programas CNC para máquinas industriales, ya sean punzonadoras como máquinas de corte por láser. La empresa con sede en Miñano (Alava) se va posicionando, poco a poco, como un standard en diseño y programación CAD/CAM, y con su software ya se programan todo tipo de máquinas de corte con […]
Definir una pieza como borrador en Lantek
En esta entrada vamos a ver como definir una pieza como borrador en Lantek y para qué puede ser interesante hacer esto.
Lo que debes saber sobre útiles para punzonadora
Si trabajas programando CNC para una punzonadora, ya sea con Lantek o con cualquier otro, hay dos cosas que siempre tienes que tener en mente. Las estaciones de la máquina para la que estás programando y los útiles o herramientas que usa. Esto es especialmente importante, en el caso que debas pedir alguna herramienta nueva […]


